摘要: 从半导体精密模具制造订单的签订到成品合格模具交付客户的过程的每个环节都可能影响模具的质量,精密模具制造过程按系统工程控制,必须对其每一环节加以控制,是半导体精密模具制造的前提。 而模具零件加工的指导思想是针对不同的模具零件、不同的材质、不...

从半导体精密模具制造订单的签订到成品合格模具交付客户的过程的每个环节都可能影响模具的质量,精密模具制造过程按系统工程控制,必须对其每一环节加以控制,是半导体精密模具制造的前提。
而模具零件加工的指导思想是针对不同的模具零件、不同的材质、不同的形状和不同的技术要求制订相应的工艺方案。模具零件的一般工艺过程为:毛坯准备-粗加工-半精加工-热处理(淬火、调质)-精密磨削-电加工-钳工修整及表面加工。通过对加工过程的各工序控制,达到要求的加工精度。

01
半导体精密模具材料及热处理控制
模具零件热处理使零件获得所需要的材料硬度的同时,又要使零件加工过程和加工后尺寸形状能够稳定,针对零件材质的不同和零件结构特点,有不同的热处理方式,必须对零件热处理内应力进行控制制订热处理工艺要充分考虑经材料淬透性淬硬性过热敏性以及脱碳敏感性,对薄壁零件要采用压淬工艺。
(1)精密模具材料选用:除了选用CrWMn、Cr12、40Cr、GCr15、Cr12MoV、9Mn2V硬质合金外,对一些工作强度大,受力苛刻的凹模、凸模,可选用具有较高的热稳定性和良好的组织状态的合金钢S2、S3、V10、APS23S1、G2、G3、G4、G8等等。
(2)淬火后去应力处理:淬火后工件都存留内应力,容易导致后续精加工后工件尺寸变化甚至开裂,因此零件淬火后应趁热回火,消除淬火应力对形状复杂、内外转角较多的工件,回火还不足以消除淬火应力,精加工前还需进行去应力退火或多次时效处理,充分释放应力。
02
半导体精密模具磨削加工控制
磨削是精密模具加工的关键工序。精加工磨削要严格控制磨削变形和磨削裂纹的出现,甚至要控制工件表面的显微裂纹。制订精密磨削工艺时要考虑以下几方面。
(1)选择磨削砂轮:针对模具材料的高钨、高钒、高钼、高合金,高硬度的特点,可选用PA铬钢玉砂轮和GC绿碳化硅砂轮;当加工硬质合金、淬火硬度很高的材质时,采用有机粘结剂的金刚石砂轮,有机粘结剂砂轮自磨利性好,磨出的工件精度在IT5以上,粗糙度可达Ra=0.16um的要求。CBN立方氮化硼砂轮用在数控成型磨床、坐标磨床、CNC内外圆磨床上进行精加工,效果优于其它种类砂轮。磨削加工中要及时修整砂轮,保持砂轮的锐利,当砂轮钝化后会在工件表面滑擦、刻划、挤压,造成工件表面烧伤、显微裂痕或产生沟槽,影响加工精度。
(2)进刀量选择:精密磨削的进刀量要小,磨削中冷却要充分,尽量选择冷却液介质,加工余量在0.01mm内的零件要恒温磨削。
(3)工件装夹:轴类零件的特点是由多个回转面构成,精密加工方法一般采用在内外圆磨床磨削加工过程中,利用磨床夹头和尾架顶尖夹紧定位工件或者用首尾两顶尖定位工件,此时夹头与顶尖中心的连线就是磨削后工件的中心线,如果中心线跳动,加工后的工件同轴度达不到要求,因此在加工前要做好夹头及顶尖的同心检测和首尾顶尖对中检查簿壁内孔磨削时要考虑采用夹持工艺台,即在车加工时多留下一段厚壁部分,待磨削内孔完成后进行切除。
03
电火花加工控制
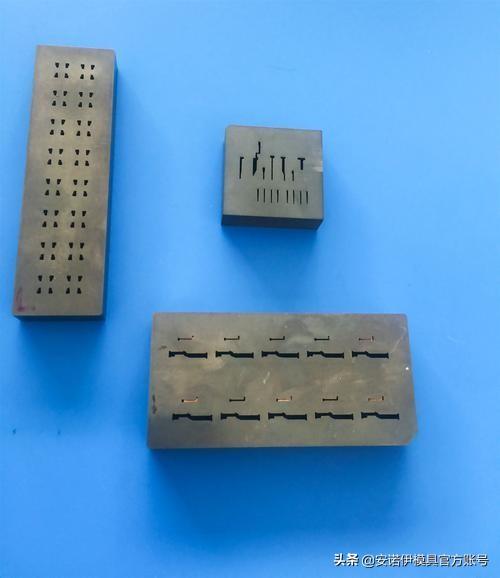
(1)线切割加工准备:线切割选用精密慢走丝线切割机床,加工精度±0.001mm,粗糙度Ra=0.2um,选择去离子度高的去离子水线切割丝垂直度符合加工精度要求张紧力适度切割用丝材质与被切工件材质相适应,确保合理的加工速度。
(2)加工路线设计:线切割加工对材料原来的应力均衡在加工过程中有所破坏,引起拐角处应力集中,处理应力集中的方法,运用矢量平移原理,精加工前先留0.8~0.9mm余量,预加工出型腔大致形状,再进行热处理,使加工应力尽可能在精加工前释放,以保证热稳定性。加工凸模时采用4遍切割,切割丝的切入位置及路径要合理制定选择夹持坯料的位置应在第一遍进刀后,工件不成悬壁状态,始终使工件受力状态良好,不影响后续加工;在坯料上打孔穿丝,加工效果较外形割入好。
(3)电火花成型加工工艺:电火花成型加工分别要制作粗、精电极。精电极用CNC数控机床加工完成,Cu-W合金电极,综合性能好,电极损耗量比紫铜电极小,在良好的排屑条件下,加工难加工材料和截面形状复杂零件;Ag-W合金电极比Cu-W合金电极性能更优,用于精密加工;石墨电极,选用损耗小、硬度大、电蚀速度快、表面粗糙度低的进口石墨。电火花加工结束前安排精规准修整,去除表面形成的硬化薄层。

04
表面处理及模具组装
(1)表面处理:精加工后经过表面处理工件表面无气孔、硬度均匀、各向特性差异小、夹杂物低和零件表面无加工时留下得刀痕磨痕等应力集中的地方。通过抛光、研磨、钳工打磨对工件无用棱边锐角孔口进行倒钝,电加工后表面呈灰白色6~10m变质硬化层去除,该层脆而带有残留应力,在使用之前要充分消除硬化层。
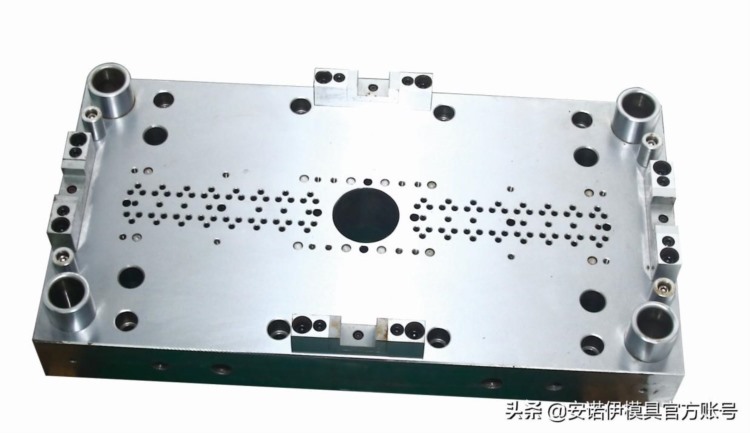
(2)模具组装:组装前要对工件作充分的退磁处理,并用乙酸乙脂清洗表面,在磨削加工电加工过程中,工件会有一定磁化,具有微弱磁力,容易吸附一些小杂物组装过程中:充分理解装配图的结构和技术要求,配齐各类零件;正确列出各零部件相互之间的装配次序;检查各零部件的尺寸精度,明确各项配合要求;配齐所需装配工具;先装模架部分的导柱导套、型腔成型块组件镶拼组合;组立模板与凸模凹模结合,调整各板位置;开合模具,检查模具动作是否准确可靠。
硬质合金-钨钢板料
免责声明
本公众号所载文章为本公众号原创或根据网络搜集编辑整理,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。


